Man kann elektronische Baugruppen Reflow-Löten mit Hilfe von Konvektionsöfen, Infrarot Öfen aber auch mit Hilfe von Dampfphase Geräte. Letztere sieht man öfters bei Firmen in der Prototypenbau oder Firmen die viele unterschiedliche Baugruppen produzieren.
Beim Dampfphasenlöten verwendet man den kondensierenden Dampf aus einer kochenden Flüssigkeit um die Leiterplatte, die Bauteile und der Lötpaste zu erwärmen auf eine Temperatur über dem Schmelzpunkt der Reflow-Temperatur. Dies ist der Temperatur ein wenig oberhalb der Schmelztemperatur der Lötpaste.

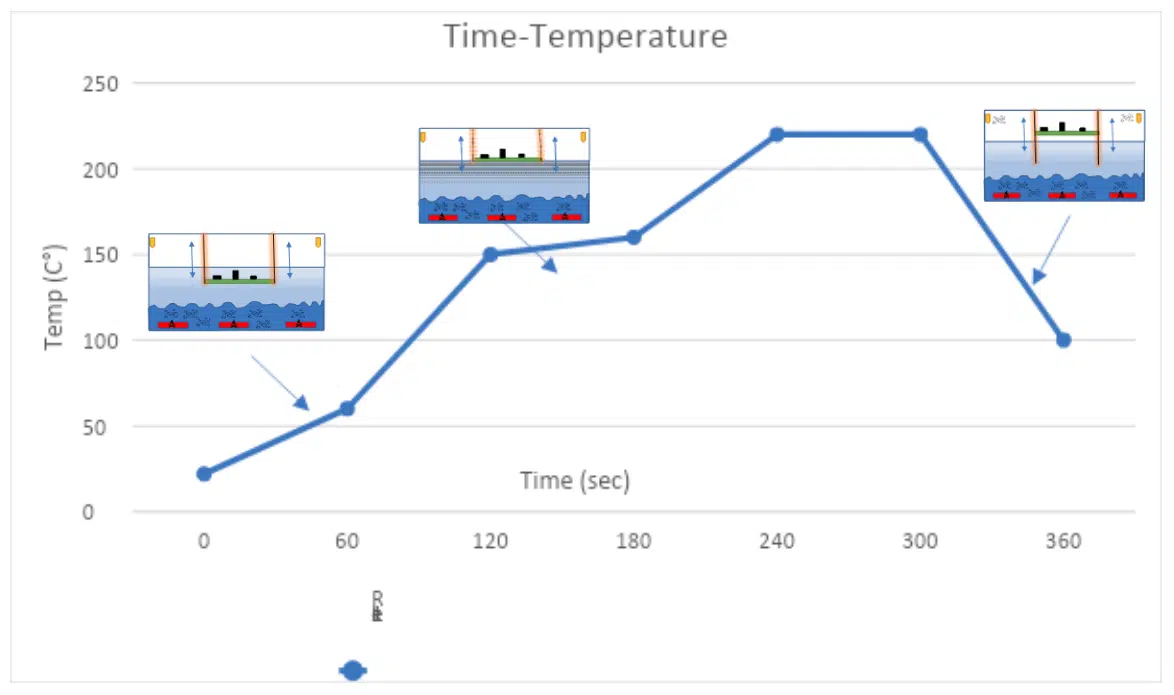
Dampfphase Temperatur Vorbild Bleifrei
Im Grunde funktioniert das so: die Baugruppe wird in dem Dampf über der kochenden Flüssigkeit runter gelassen mit Hilfe einen Aufzug oder ein Förderband, wo dieser bleibt bis einen Reflow erreicht ist. Nach den Reflow wird die Baugruppe mit dem Förderband oder den Aufzug aus der Dampfphase entfernt. Hiernach wird das Lot erstarren und die Baugruppe weiter abkühlen. Dieser letzte Schritt kann auch über die Steuerung des Heizungselement geregelt werden.
Dampfphasenlöten wird verwendet für sowohl SMD- wie auch Durchsteck-Anwendungen und ist ursprünglich entwickelt für das Löten von Backplane-Baugruppen mit Hilfe von Lotvorformen. Die verwendete Paste auf das durchmetallisierte Loch ist oft zu wenig, um die ganze Durchmetallisierung mit Lot zu füllen. Auf der Oberseite wird dann einen Lotformteil bei der Paste gelegt damit ausreichend Lot anwesend ist, um nachher das Loch nachher vollständig mit Lot zu füllen und das Zinn den Bauteilanschluss benetzt.
Das große Vorteil des Dampfphasenlötens ist, dass man die Bauteile und Leiterplatte nicht überhitzen kann. Die maximale Temperatur ist der Siedepunkt der verwendeten Flüssigkeit.
Für bleifrei löten hat man Flüssigkeiten entwickelt mit Siedepunkten zwischen 235C° und 250C°.
Diese Flüssigkeiten können verwendet werden für die übliche bleifreie Legierungen.
Ein Nachteil der erste Dampfphasen Anlagen war das man nicht steuern konnte.
Abhängig von der Masse der Anschlussflächen auf der Leiterplatte und die Bauteilanschlüsse waren die Lötzeiten kurz oder lang (Benetzungszeit). Mit den neueren Dampfphasen Anlagen ist eine Steuerung schon möglich sodass man bei diesen Maschinen auch unterschiedliche Zeit-Temperatur Profile einstellen kann. Die Höhe der Baugruppe im Dampf kann gesteuert werden. Untenstehende Grafik zeigt ein Vorbild von einem sogenannten Soak-Profil. In bestimmte Fälle hat Dampfphasenlöten viel Vorteile gegenüber andere Lötmethoden.