Heutzutage werden fast alle elektronischen Produkte vollautomatisch gelötet. Dies geschieht mittels Lötmaschinen wie: Wellenlötmaschinen, Reflowöfen, Selektivlöten, Pin-in-Paste-Löten, Dampfphasenlöten, Laserlöten, Lötrobotern usw. In diesem Artikel beschreiben wir die Funktionsweise des Wellenlötens und Reflow-Lötens.
Wellenlöten (Schwalllöten)
Wellenlötmaschinen werden hauptsächlich für THT (Durchsteckmontagetechnologie) eingesetzt, Bauteile, die (manuell oder vollautomatisch) von oben durch die Leiterplatte gesteckt und unten mittels Löten verlötet werden über eine flüssige Lötwelle (Lotbad).
Schema einer Wellenlötmaschine:
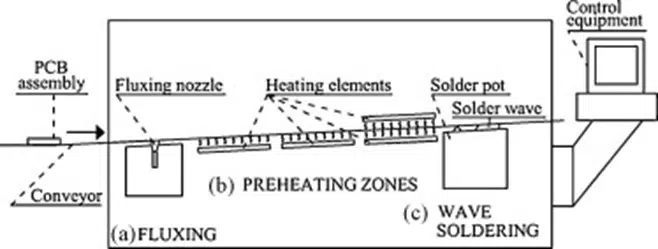
Schritt 1 Flussmittel anbringen:
Der erste Schritt in dieser Maschine ist das Auftragen des Flussmittels. Dies geschieht in der Regel durch eine Sprühdüse (Sprayfluxer), die sich hin und her bewegt und das Flussmittel auf die Unterseite der bestückten Leiterplatte sprüht.
Schritt 2 Vorwärmen:
Dann wird die bestückte Leiterplatte erhitzt, um das Flussmittel zu aktivieren.

Schritt 3 Wellenlöten:
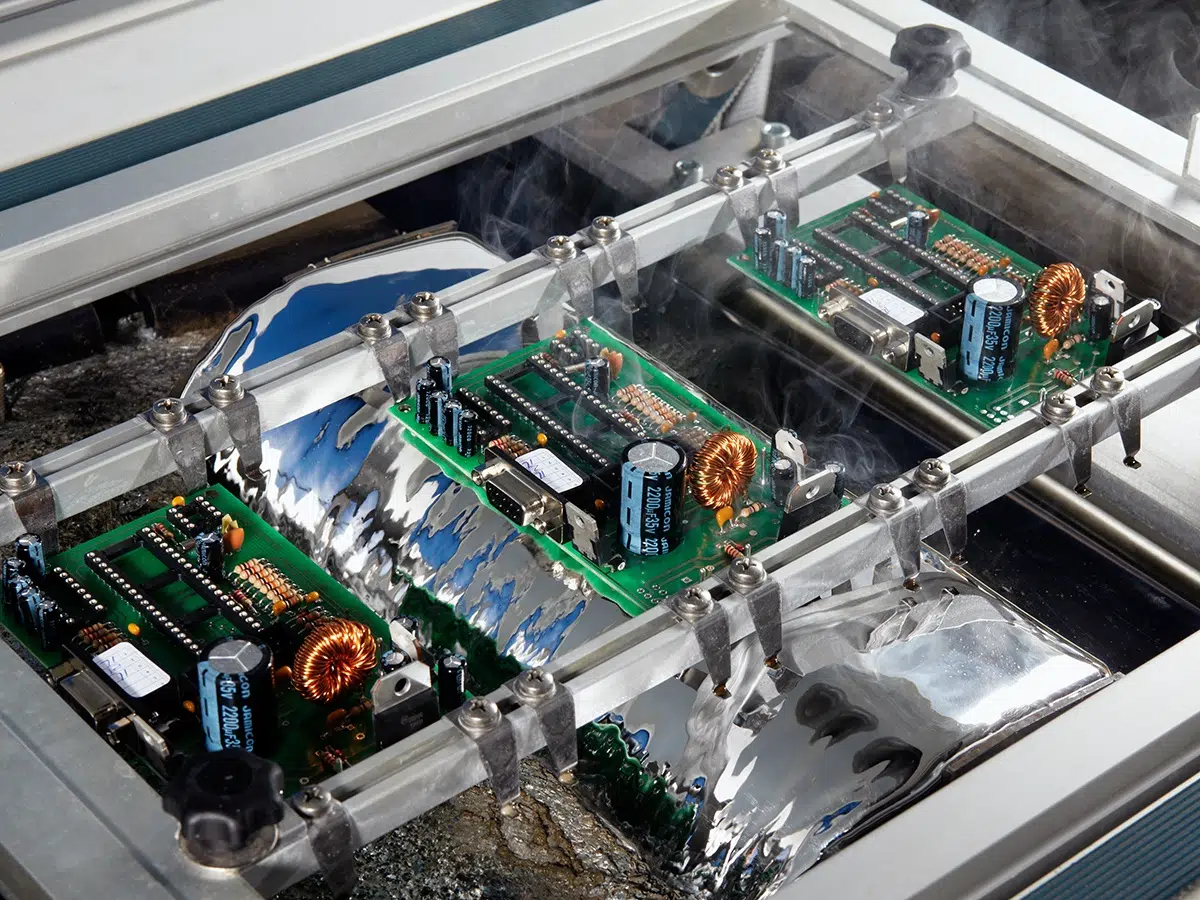
Wenn die Flussmittelaktivierungstemperatur erreicht ist, durchläuft die bestückte Leiterplatte die Lötwelle und das Lot steigt durch die metallisierten Löcher hoch bis auf die Oberseite der Leiterplatte.

Schritt 4 Kühlen:
Abschließend wird die gelötete bestückte Leiterplatte abgekühlt und gereinigt. Die Baugruppe ist nun bereit für Inspektion und Funktionstest.

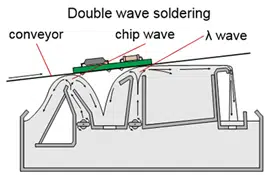
Die SMD-Bauteile (Oberflächenmontierte Bauteile, bei denen die Anschlüsse nicht durch die Leiterplatte gesteckt werden) können auch mit einer Wellenlötmaschine gelötet werden, sofern sie sich auf der Unterseite der Leiterplatte befinden. Diese kleine Bauteile werden verklebt und durchlaufen die flüssige Lotwelle. Für die kleinste SMD-Bauteile verfügt die Wellenlötmaschine über eine separate (turbulente) Welle, die sogenannte CHIP-Welle:

Heutzutage werden jedoch immer mehr SMD-Bauteile verwendet und das Reflowlöten ist dafür die bessere Lösung.
Reflowlöten
Mit immer kleineren Geräten und der Miniaturisierung von Bauteilen werden Produkte immer kleiner und schneller. All dies dank der SMT (Surface Mount Technology), der Oberflächenmontagetechnik. Für diese oberflächenmontierte Bauteile (SMD = Surface Mounted Devices) kommt der Reflow-Ofen zum Einsatz.
Schema eines Reflow-Lötprozesses:

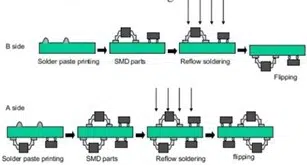
Schritt 1 Lötpastendruck (Schablonendruck):
Nach dem Mischen und Akklimatisieren der Lötpaste wird diese manuell/automatisch auf die Schablone aufgetragen und mit einem Rakel durch die Schablone gedrückt. Jedes Pad ist nun mit Lotpaste bedeckt.

Schritt 2 Bauteile bestücken im Lötpaste:
Auf den mit Lötpaste gedruckte Pads auf der Leiterplatte werden die Bauteile vollautomatisch mit einem Bestückungsautomaten oder mit einem CHIP-Shooter platziert. Die neuesten Maschinen können bis zu 40.000 Bauteile/Stunde (mehr als 10 Bauteile/Sekunde) bestücken.
Ultra High Speed Pick and Place Machine:


Schritt 3 Vorwärmen:
Die bestückte Leiterplatte geht über das Förderband zum Reflow-Ofen.
Schema eines Reflow-Ofens:
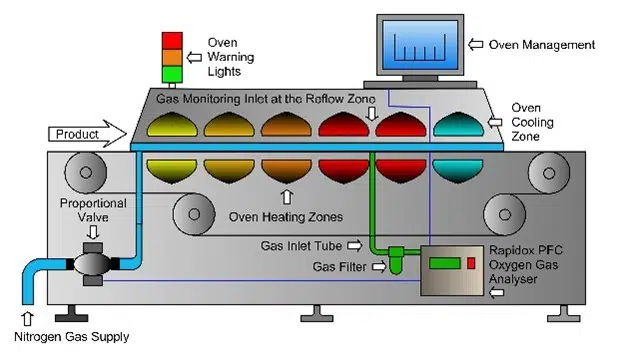
Das erste Teil ist die Vorheizzone, in der alle Aktivatoren des Flussmittels in der Lötpaste aktiviert werden. Im folgenden Diagramm sehen Sie ein Reflow-Profil mit allen 4 Phasen im Reflow-Ofen:
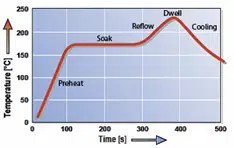

Schritt 4 Soak (stabilisieren):
Am Ende des Vorheizzyklus sind alle kleinen SMD-Bauteile warm, die großen SMD-Bauteile jedoch nicht. Daher wird die Temperatur konstant gehalten, um die Wärme besser zu verteilen. Man nennt dies die Soak (Stabilisierungsphase). Am Ende dieser Phase haben alle Bauteile die gleiche Temperatur und wird die Baugruppe weiter aufgeheizt bis zum Schmelzpunkt der Lotlegierung. Das eigentliche Reflowlöten beginnt (die Lötpaste schmilzt).

Schritt 5 Reflowlöten
Die Peakzone ist die Zone, in der die Lötpaste schmilzt. Jetzt werden alle Bauteile verlötet.
Schritt 6 Kühlen:
Und der letzte Schritt ist das Abkühlen der gelöteten Baugruppe.

Anschließend wird die Baugruppe gereinigt (falls erforderlich) und inspiziert und getestet.