Tegenwoordig worden bijna alle elektronica producten automatisch gesoldeerd. Dit gebeurd met soldeermachines zoals: golfsoldeermachines, reflowovens, selectief solderen, pin-in-paste solderen, vapour phase solderen, laser solderen, soldeer robots enz. In dit artikel beschrijven we de werking van golfsolderen en reflowsolderen.
Golfsolderen
Golfsoldeermachines worden vooral gebruikt voor THT (Through-Hole Technology), componenten die (handmatig of volautomatisch) aan de bovenkant door de printplaat gestoken worden en aan de onderzijde gesoldeerd worden d.m.v. een vloeibare soldeergolf (tinbad).
Schema van een golfsoldeermachine:
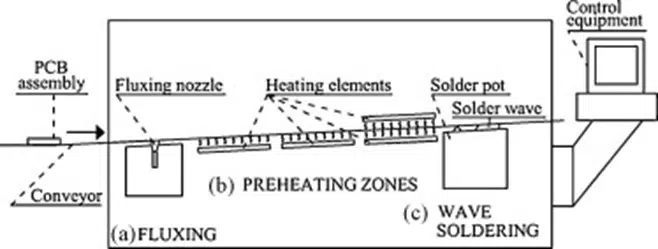
Stap 1 Fluxen:
De eerste stap in deze machine is het aanbrengen van de flux. Dit gebeurd meestal door een spuitkop (flux spraying) die heen en weer beweegt en de flux tegen de onderkant van de geassembleerde printplaat spuit.
Stap 2 Voorverwarmen:
Vervolgens wordt de geassembleerde printplaat verwarmd om de flux te activeren.

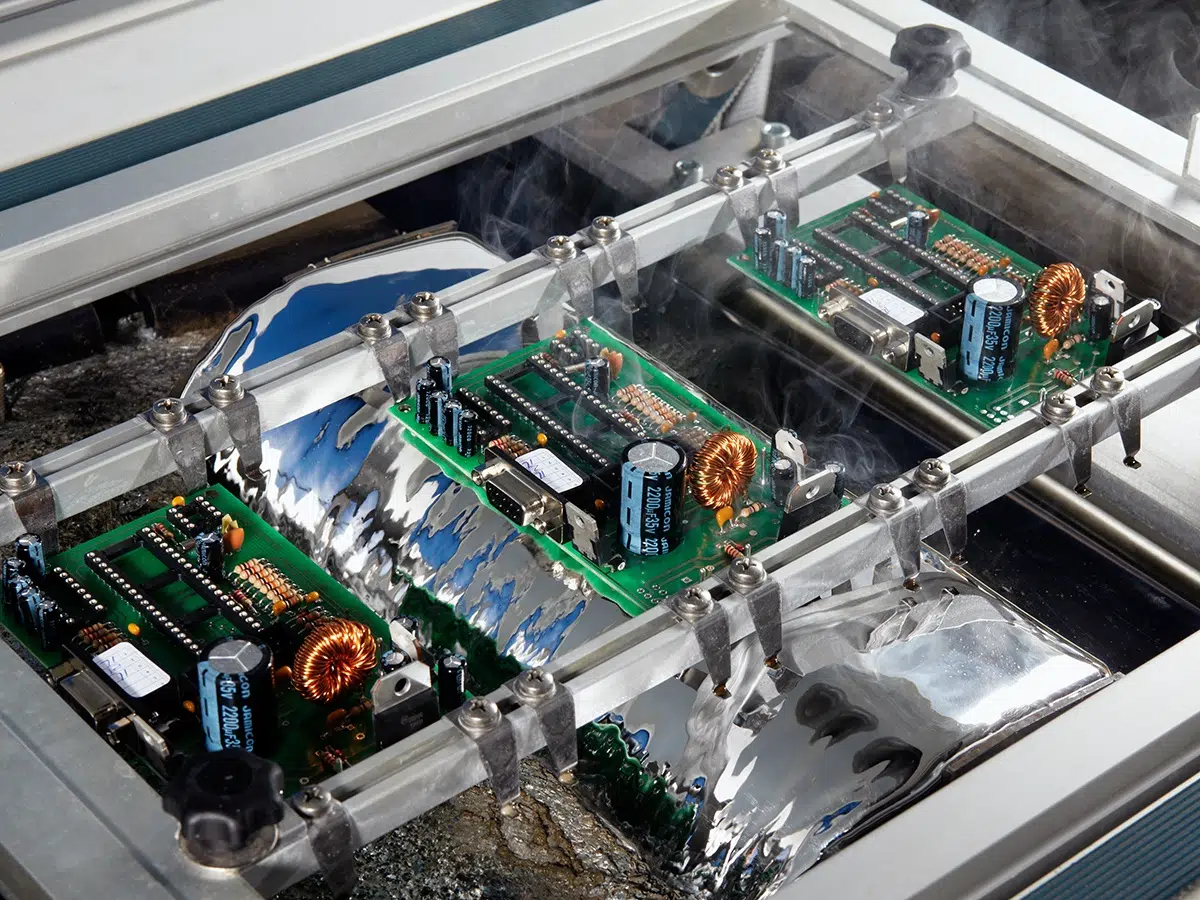
Stap 3 Golfsolderen:
Als de activatietemperatuur van de flux bereikt is gaat de geassembleerde printplaat door de soldeergolf en vloeit de tin door de doorgemetalliseerde gaten omhoog tot aan de bovenkant van de printplaat.

Stap 4 Koelen:
Tot slot wordt de gesoldeerde geassembleerde printplaat afgekoeld en gereinigd. De assemblage is nu klaar voor inspectie en functionele test.

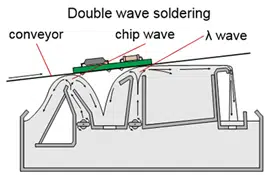
De SMD-componenten (componenten die op het oppervlak gemonteerd worden, en waarbij de uitlopers niet door de printplaat gestoken worden) kunnen ook met een golfsoldeermachine gesoldeerd worden mits deze zich aan de onderkant van de printplaat bevinden. Deze kleine componenten worden gelijmd en gaan door de vloeibare soldeergolf. Voor de allerkleinste SMD-componenten heeft de golfsoldeermachine een aparte (ruwe) golf, de zogenaamde CHIP-golf:

Echter tegenwoordig worden er steeds meer SMD-componenten gebruikt en daarvoor is de Reflowoven de betere oplossing.
Reflowsolderen
Door de steeds kleiner wordende apparatuur en de miniaturisatie van componenten worden producten kleiner en sneller. Dit alles dankzij de SMT (Surface Mount Technology), de oppervlakte soldeer techniek. Voor deze componenten (SMD = Surface Mounted Devices) gebruikt men de reflowoven.
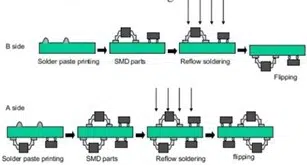
Schema van een reflowsoldeerproces:

Stap 1 Soldeerpasta printen:
Na het mixen en acclimatiseren van de soldeerpasta wordt deze handmatig/automatisch op de stencil aangebracht en met een rakel door de stencil gedrukt. Elk padje is nu met soldeerpasta bedekt.

Stap 2 Componenten plaatsen in de soldeerpasta:
De componenten worden volautomatisch met een pick-and-place machine of met een CHIP-shooter geplaatst op de met soldeerpasta bedekte eilandjes op de printplaat. De nieuwste machines kunnen tot wel 40.000 componenten/uur bestücken (dat zijn meer dan 10 componenten/seconde).
Ultra High Speed Pick and Place Machine:


Stap 3 Voorverwarmen:
De geassembleerde printplaat gaat over de transportband naar de reflowoven.
Schema van een reflowoven:
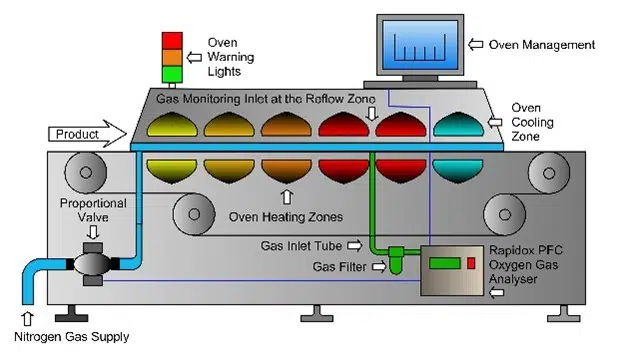
Het eerste gedeelte is de voorverwarming (preheat zone) waar alle activatoren van de flux in de soldeerpasta worden geactiveerd. In het volgende schema zie je een reflowprofiel met alle 4 de fasen in de reflowoven:
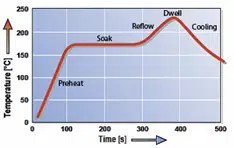

Stap 4 Soak (stabiliseren):
Aan het einde van de voorverwarmingscyclus zijn alle kleine SMD-componenten warm, maar de grote SMD-componenten nog niet. Daarom wordt de temperatuur constant gehouden om de warmte beter te verdelen. Dit noemen ze de soak (stabiliseringsfase). Aan het eind van deze fase zijn alle componenten op dezelfde temperatuur en gaan we verder verwarmen tot aan het smeltpunt van de soldeerlegering. Het echte reflowsolderen begint (de soldeerpasta smelt).

Stap 5 Reflowsolderen:
De peak zone is de zone waarbij de soldeerpasta smelt. Hierna zijn alle componenten gesoldeerd.
Stap 6 Koelen:
En de laatste stap is het afkoelen van de gesoldeerde assemblage.

De printplaat assemblage wordt vervolgens gereinigd (indien nodig) en geïnspecteerd en getest.